Some 90 years after Cecil Kimber created the first MGs, Kim Henson makes a pilgrimage to the Birmingham factory where today’s cars bearing the MG name are assembled…

Before we start, I have to confess to rather more than just a slight personal interest in the factory where the current range of MGs is assembled, and in the adjacent Technical Centre where the cars were designed and developed by a British team…
You see, I own some 15 vehicles that were built in the Longbridge plant, formerly home for many decades to the Austin Motor Company. Indeed, ‘The Austin’, as it was known locally, is the place where iconic models were produced in their millions. These include the famous pre-War Austin Seven (which in fact saved the company) and an amazing number of post-War models, from the A40s introduced in the late 1940s, to the Cambridges and larger models of the 1950s/60s. There followed a variety of Austin-Rover/British Leyland models, then Rovers and MGs of the 21st Century, until sadly the plug was pulled in the spring of 2005 when the cash finally ran out.
Somehow, until recently I had never managed to visit the Longbridge factory. So when I was invited to have a look round the U.K. home of today’s MGs, I jumped at the chance.
BACKGROUND
From 2005 until 2008 the production lines in the famous Longbridge factory stood idle, awaiting an uncertain fate. However, fortunately the Chinese firm SAIC (Shanghai Automotive Industry Corporation) put its faith in Longbridge, and the site is now the European headquarters for the company.
China has the second biggest economy in the world, but it is not widely known that the country has the largest market for cars – even ahead of the USA. Within this scenario, SAIC is the most prolific producer of cars in China (building 5.1 million in 2013, out of the country’s total market of 20 million), and the eighth biggest car company in the world. Its products are sold on a global scale in 44 countries – including South America, South Africa and Australia. In the Chinese market, SAIC also operates successfully in joint ventures with the Volkswagen Group (Audi, Skoda and VW models), and with General Motors.
In recent SAIC has been rapidly climbing up the ‘Fortune Global 500’ listings (of the top 500 corporations worldwide, in terms of their revenue), from 130th position in 2012 to 85th place in 2013.
In addition to its sites in China and the U.K, SAIC has subsidiary businesses in places as diverse as India, Thailand, Japan, Hong Kong and the United States (in the Detroit facility approximately 100 people are employed).
Today the Longbridge-based SAIC Motor Technical Centre – formerly Ricardo (2010) Consultants Ltd. – accommodates a total of around 300 engineers and designers, and is crucially important to SAIC.
The Centre is responsible for the design and engineering development (including the engines) of MG-branded vehicles, as well as having much technical input for the development of Roewe models sold in China. Incidentally, SAIC created Roewe (pronounced ‘Rovi’) as a marque name after being unable to acquire the rights to use the Rover name (which was sold to Ford in 2006 and is now owned by Tata).
Prior to the collapse of MG Rover in 2005, Shanghai Automotive had bought some of the intellectual properties (for example, those applying to the Rover 75). After this collapse, the administrators sold off some of MG Rover’s assets (mainly production machinery, but including the MG brand) to Nanjing Automotive, while Shanghai was successful in buying other assets. The two companies later (in 2007) merged and became SAIC Motor. MG and Longbridge were now under the SAIC ‘umbrella’.
Of course the MG name, with its sporting connotations and a long, proud history, was particularly important for many British car enthusiasts.
The first Longbridge-built product of SAIC was the MG TF LE500, a mildly-amended, limited edition (production run of 500) version of MG Rover’s TF, and produced in Birmingham from components brought in from China. It was re-launched in 2007, with series production commencing in the summer of 2008. Assembly of this model finished in 2010, by which time its design dated back around 25 years.
Car building on a large scale was re-started in 2011, when the first MG6 came off the Longbridge line. This mid-size model was based on the Roewe 550, which in turn was related to the Rover 75. The five door hatchback version of the MG6 was designated ‘MG6 GT’, with the saloon variant named ‘MG6 Magnette’, thus employing once again a long-established MG name.
The exterior dimensions of the MG6 are smaller than those of models such as the Ford Mondeo and Vauxhall Insignia, but MG feels that they score particularly well in terms of their vast cabin space and generous luggage accommodation (partly helped by the adoption of compact suspension units).
The MG6 has also won awards for its handling qualities – and, in October 2014, the model’s sporting credentials were enhanced when it won the Dunlop MSA British Touring Car Championship.
Importantly too, for buyers, the Insurance Group ratings for the MG6 models work out at 13E/14E – much lower than those typically applying to competitor models. (In case you didn’t know… An ‘E’ suffix to an Insurance Group rating figure means that the vehicle concerned has exceeded the security requirements for a car of its type, with the result that the Insurance Group rating has been lowered. Therefore, for example, a Group 15 car with security features exceeding those required is designated 14E).
Arriving in Britain in the autumn of 2013 was a brand new, more compact MG, the MG3 (derived from the MG ZERO concept car, shown at the 2010 Beijing Auto Show).
This five door hatchback was designed and developed in Birmingham, and assembly of the vehicle takes place in the Longbridge factory. With a low (Group 4E) insurance category (compared with the Group 6 or 7 of typical rivals), ultra-competitive pricing (from £8,399 to £9,999), and a vast choice of ‘personalisation’ options (said to be over one million!) this model is attracting a great deal of interest from buyers.
Models sold in Britain (currently both the MG3 and MG6) have been specifically developed for the UK market, particularly in respect of suspension and ‘chassis’ tuning. So the MG6 sold in Britain has a ‘firmer’ feel (especially on country roads) than its counterpart offered in China. In the case of the MG3 the difference is even more marked, in addition to which the examples sold in the UK are cosmetically more ‘European’ in nature too.


COMING SOON
There’s more to come too… First, before very long (possibly within 18 months, although this hasn’t been confirmed) MG’s first SUV is set to arrive in production form, and will compete in a highly competitive market segment, against such vehicles as the Nissan Qashqai, Vauxhall Mokka, etc.
It has been stated that this new MG will be based upon the boldly-styled urban SUV CS concept car, which was unveiled at the 2013 Shanghai Motor Show. This was styled by a team led by MG’s Global Design Director, Anthony Williams-Kenny – who has an MA in Automotive Design, plus a BA (Hons.) in Transport Design, both gained at nearby Coventry University. He was also responsible for the design of the MG6, MG ZERO and resulting MG3, plus the MG Icon, MG’s first SUV concept car, unveiled at the 2012 Beijing Auto Show. This deliberately incorporated some design elements of the MGB, including this car’s famous front grille, as well as a 21st Century version of the rear end styling of the MGB GT.
Another fascinating project, soon to come to fruition for UK buyers, is MG’s electrically-powered four seater ‘city’ car, the ‘MG EV Concept’ electric vehicle which was unveiled in the summer of 2014. Please see my separate driving ‘Impressions’ feature on this car, on ‘Wheels-Alive’ (to read this please click HERE).
FURTHER DEVELOPMENTS?
At the moment in the UK there are no new MGs available with automatic transmission (although auto versions are produced in China, so this situation could change).
I also asked about the possibility of more sporting MG3 models being introduced. Apparently there are no plans yet for this, not least because the MG3 has been deliberately produced with young (or young at heart) people in mind. So it is reckoned that a low insurance group (4E), for correspondingly low premiums, plus (for example) standard integration of MG3 models with mobile phones, is of greater importance to buyers than more power. Of course, that’s not to say that faster versions definitely won’t appear in due course…
LONGBRIDGE FACTORY
Before moving on to describe my factory visit, it is worth noting an interesting fact…
First, while undeniably many people mourn the fact that MG production is now dependent on a Chinese firm, rather than being wholly British-owned, it needs to be borne in mind that if SAIC hadn’t stepped in, it is very likely that the Longbridge factory would never have produced motor vehicles again. In this scenario, effectively MG would have ceased to exist altogether as a manufacturing concern, and the Longbridge factory would almost certainly have been bulldozed…

MG’s Doug Wallace showed me (within a press contingent) round the Longbridge site, once home to what was the largest car production plant in Europe. He explained that in days gone by it had occupied a 200 acre site (having grown over time, not least to accommodate armament production in the Second World War), but now MG operates on just 65 acres of this. Buildings on the balance of the original site have now been demolished, and the land thus liberated is being used for new housing and industrial use.
Doug advised that today production is being ramped up in response to rapidly increasing demand for MG’s vehicles, this in turn being encouraged by a dealer network that is also expanding at an amazingly fast rate – 53 in the autumn of 2014, compare with just 29 at the same time in 2013.
Although admittedly starting from a low base in terms of vehicle sales, it is fascinating that, at the time of writing (late October 2014), for many months MG has been the fastest-growing car brand in Britain, with a rate of increase in 2014 sales of 555.99 per cent, compared with numbers of cars sold during 2013. So far during 2014, the factory has turned out around 1,800 cars, with total production for the year expected to be 2,000 units.
At the moment production is not continuous, with vehicles being built in batches in response to actual and anticipated orders. A total of between 60 and 80 cars are produced in a typical working week.
I was surprised to discover that currently only about 40 people work on the assembly lines (with MG3 and MG6 models being produced), and that typically, vehicle production takes place on just two days each week (or as required by demand). There’s a flexible approach to production, and the employees who work on the assembly lines have other duties – including quality control and maintenance – on the days when they are not actually producing vehicles.
Typically, producing each individual vehicle currently takes two to three days. The plant has the built-in capacity to increase production line speed, in theory to build over 100,000 vehicles annually.
ASSEMBLY
On the day I visited, MG3 models were being put together on the Longbridge assembly lines. Currently all the vehicles are being produced in the ‘CAB 1’ building (‘Car Assembly Building 1’), where so many famous Austin/Rover models have been built in the past. (However, for future expansion there’s already on-site provision for a second production facility, in the shape of an unused ‘state-of-the art’ paint shop – currently ‘mothballed’, and built when BMW owned Rover. This was created when it had been planned to build on this site the new MINI – part-developed by Rover but eventually produced by BMW at Cowley, Oxford).
As in the case of the MG6, the main part of each MG3 body shell is built in China, where painting and interior trimming also takes place. The shells are shipped, minus their front ends, on secure frames within containers, to Felixstowe, from where they are transported by road to Birmingham.







On arrival at Longbridge the part-complete body shells progress along the assembly line, for the addition of the drivetrains and other front-end components.
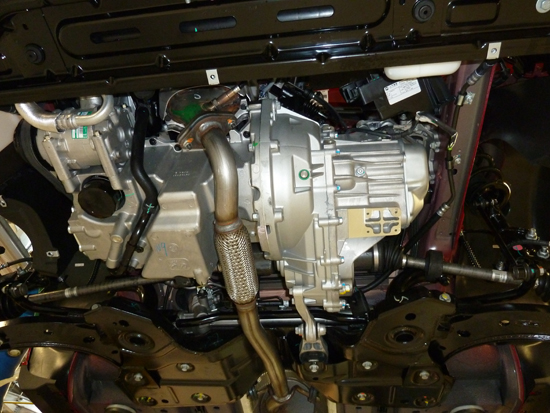
For each vehicle the engine/clutch and gearbox are bolted together, then the resulting drivetrain assembly is mated to the front sub-frame, plus driveshafts (complete with front brakes) and front hub assemblies. The radiator is added and then the whole, cradle-mounted assembly is ‘pushed up’ into position and bolted in place from below.
It was on the production line that I met, and chatted with, Lisa Ponter. She used to work on car assembly back in the Austin-Rover days (for example, working on Metros, etc. in around 1987). She recalled the sad time when, in the spring of 2005, car production ceased and the Rover plant was closed. She duly re-trained as a CORGI gas fitter, working in this field for several years.
However, such was the appeal of ‘The Austin’ (always known as a ‘family’ firm in the local area), when the news reached Lisa that MG was looking for production line operators to build cars again at Longbridge, she was back like a shot and has been there ever since! She enjoys her work, and, like all the other MG employees I encountered, is proud of her involvement with the firm, and its resurgence.
CHECKS
In total, 103 different operations on the vehicles are carried out in the Birmingham factory. These include checking torque settings, ensuring that the new car is filled with the correct fluids, etc.
Every car completed at Longbridge is subjected to assessment on an automated machine which carries out a wide range of operations, including wheel balancing, wheel alignment, headlamp alignment and so on.
Importantly too, the quality of each completed vehicle is fully evaluated, to highlight any defects before it leaves the factory (there is an on-site ‘rectification’ area, complete with bright lights and a paint oven). As part of the evaluation process, each vehicle has to pass through a long tunnel (on a conveyor system), during which the car is sprayed with water under high pressure, and from all directions. This ‘Storm Test’ is designed to fully test the seals around the vehicle, to ensure that no leaks are present.
Every car produced is also driven on the on-site test track (which includes adverse camber sections, etc.), and it has to pass all tests with flying colours before it is signed off.
Finally, on completion, each car is allocated a British VIN code, which legally identifies the country of origin as being the UK.



GOOD NEWS FOR UK PARTS SUPPLIERS
SAIC has procurement offices around the world (including the USA and Germany, for example), so parts used in assembly of the cars at Longbridge come from a wide variety of sources.
However, the rebirth of MG in Birmingham represents very good news for many component suppliers in this country. A multitude of special fasteners used in the vehicles are sourced in the UK, and in addition (for example), wheels come from Wolverhampton, also, for the 90th Edition MG6, brake calipers come from Walsall, and special head restraints for this model are delivered from Coventry. A wide variety of MG3 graphics arrive from Alcester in Warwickshire.
MGs run on Goodyear tyres, the compound for which is made at Wolverhampton, just 20 miles from the Longbridge factory.
Incidentally, Longbridge is also home to MG’s UK parts operation.
TECHNICAL TOPICS
After my tour of the factory I was given the opportunity to briefly visit the Longbridge-based SAIC Motor Technical Centre, where a total of around 300 engineers work on car projects from ‘clean sheet’ to concept stage, and where high-tech computer equipment reigns (although clay models are also still used!).
Unsurprisingly, press cameras were definitely ‘off the agenda’ here… However, I can say that the engineering team in the Technical Centre (all of whom have achieved one university degree, with many having gained two…) comprises clever people absolutely dedicated to their tasks, and who, of course, are at the heart of the business.
When a new model is envisaged, the same design brief is given to SAIC engineers in Longbridge and in China, for analysis of the separate, competitive approaches that result.
The engineers at the Longbridge facility are segmented to operate within their different specialisms, but link up as the project proceeds, to ensure that all aspects of the vehicle work together as they should.
Video conference calls (etc.) ensure that there is effective liaison between the Chinese and British operations within SAIC. Work at Longbridge starts early (from 7am), enabling an ‘overlap’ towards the end of the working day in China – so communication between staff working within SAIC, but located at opposite sides of the globe, can take place!
The use of three dimensional printers in the Technical Centre has revolutionised the methods of working, especially for component development.
In the design studio, life-size images of the car can be worked on/changed, including in ‘3D’ mode. A full-sized model of a vehicle can be produced within 48 to 60 hours…
A new, four test bed engine evaluation facility was opened in 2012, and there are facilities for thermic shock testing, ‘cold climate’ simulation, rolling road assessment, and so on. In addition, ‘skeletal’ versions of the cars are used for wiring loom installation/testing.
Rival manufacturers’ vehicles are stripped down to analyse costs, also to ascertain assembly details and so on.
Further assessment is also carried out away from the Birmingham base, including cold weather evaluation, hot climate testing (in Australia, for example), also (at the Motor Industry Research Association’s site near Nuneaton), wind tunnel and crash-testing is carried out, as well as handling tests.
The work of the Technical Centre engineers is of course crucial to new model development, and their efforts result in significant improvements in the design of the cars they are developing. As just one example, the MG6 incorporates the use of many (lightweight) magnesium alloys in its construction.
In recent years, a total investment of £500 million has been made from China, in the UK facility…
MUSEUM
Today’s MG designers and engineers are well aware of the importance of the history of the famous MG models over the years (with the MGA and 1950s Magnettes apparently being particular favourites). So it is great to see that some of the company’s heritage models have been preserved at the Longbridge site.
Incorporated within the Longbridge complex is a small museum, housing some of the landmark models produced by the forerunners of today’s MG company. These include a 1906 25-30HP Rover, iconic cars such as the BMC Mini and MGA, plus a variety other MG and Rover models from the last century,
I also very much enjoyed seeing Lord Austin’s office, which has necessarily been re-sited within Longbridge, but which is true to its original form.


BUYING NEW AND USED
In addition to the design, development and production operations taking place at Longbridge, there’s a dedicated sales office for new and used MGs, where, in addition to brand new cars, ex-demonstrator/management/press models are offered for sale. I was impressed by the cars and the asking prices – for example, I espied a 2014 MG6 GT 1.8T TSE with just 10 (yes, ten!) miles on its clock, on sale for £11,995.
There’s a service centre at the Longbridge site too (but not an MoT Test Station).
So, if they wish, buyers can acquire an MG at the factory, and have it maintained and repaired on the same site too.



Grateful thanks to Doug Wallace and all the team at MG, for facilitating my visit to the Longbridge plant – Kim Henson