 Nuts, bolts, threads and spanners – essential for all motor cars, notably including classics.
Nuts, bolts, threads and spanners – essential for all motor cars, notably including classics.
Dave Moss explains…
(All words and photographs by Dave).
There’s a long, deep, and in places dark and slightly mysterious history behind the remarkable cornucopia of nuts and bolts and their threads encountered when working on old vehicles. Despite standardisation efforts stretching back almost two centuries, confusion still reigns over both the fasteners encountered on vehicles built between the dawn of the motor car age and the relatively recent past – and the spanners necessary to match them. Here we look at some highlights from a lengthy story easily capable of filling a book….
The most obvious sub-division amongst automotive fasteners is between metric and non-metric based types. In both cases 150 years of well-intentioned human endeavour and the march of mechanisation at very different speeds around the globe have together bequeathed us a very complicated legacy, traceable back to four nineteenth century names – all intent on developing their own ideas for their own reasons. Yet while their names entered the history books, they never worked alone: The ghosts of plenty of other, lesser known, engineers and academics still haunt various obscure corners of the nut and bolt universe…
————————–
The British Story
The industrial revolution saw almost literally as many types of fasteners developed as there were people building machinery, with non-compatibility issues between them coming to a head at the dawn of the railway age. Talk of standardising industrial bolt threads began to gather speed at that stage, and in 1841 Stockport-born Joseph (later Sir Joseph) Whitworth came up with a specification that took his name. It covered bolts between 1/8 inch and 6 inches in diameter, utilising a coarse thread with a 55 degree angle, and fixed numbers of threads per inch (tpi) related to bolt diameter. So a ¼ inch bolt had 20 tpi, a 1 inch bolt just 8 tpi, and a mighty 6 inch diameter bolt a mere 2½ tpi.
With British skills, ingenuity and know-how fundamental to much 19th century engineering, these threads were quickly adopted as a rational way forward, finding their way into early machinery and especially railway infrastructure, locomotives and rolling stock. The design soon became familiar to engineers, and went on to appear in all kinds of major projects across the world.
Whitworth fasteners are interesting because of their seemingly over-large head and nut sizes, which have a close but slightly nebulous relationship with the diameter of the steel stock from which they are made – called the shank. Today there’s some consensus that this oversizing probably reflected both the quality of available steel and manufacturing limitations of times long past – though there has been lengthy speculation about the true nature of the designer’s original measurement intentions.
Archived size-tables reveal not-quite-identical early and later bolt head, nut and spanner jaw sizings. “Whitworth” sizes subsequently became “British Standard Whitworth” when national standards were first defined in the early 1900’s – 20 years after the great man’s death – so this could just be down to nothing more than successive British Standards updates. Whatever the precise reason, the Whitworth spanner jaw/bolt-head/nut size relationship is – in round terms – 1½ times the actual bolt diameter, plus something between 100 and 200 “thou” (or “thousandth of an inch”) – depending on the specific fastener, and age and source of the size table being considered. Incidentally, the “thou” was a measurement devised by none other than Joseph Whitworth in 1844, taking its place as the earliest decimal-related measurement in the British engineering vocabulary. It became a vital if slightly bizarre alien fraction of the determinedly un-metric, un-decimal imperial inch – in the days when eighths, sixteenths, thirty-seconds and sixty-fourths were taken-for-granted British engineering measurements.
For the classic car owner, there are several important matters arising from this story so far. Most important is that Whitworth spanner jaw markings (“W” “Whit” or “BSW” and sometimes only a measurement) tell you only about bolt diameters. These follow a standardised ascending order, based on sixteenths up to 1 inch, and eighths above that. So Whitworth spanner jaws marked, say, ½W, leave you utterly in the dark about the size of the nut or bolt head that particular spanner will fit. ½W is actually 0.919 inches across the flats, (AF) almost double that of the ½” AF size common on many British-built cars from the 1950’s and later.
Its worth noting here that with one or two rare coincidental exceptions, you’ll struggle to find spanners from any other series besides W, BSW (and BSF, we’ll come to that in a moment) which properly fit Whitworth bolt heads. Thus if you intend to work on a classic vehicle incorporating these fasteners, the advice is simple: Don’t risk your own safety or irreparable damage to vehicle components, buy the correct tools for the job. Good quality genuine Whitworth spanners and sockets aren’t quite so common nowadays, but are definitely still available.
 Above: Two spanners – WW and BSF dual and single
Above: Two spanners – WW and BSF dual and single
Spanners marked only in Whitworth (later BSW) or BSF sizes have been in circulation for almost 100 years, but genuine Whitworth-sized tools can date back to the 1850s. After the BSF standard was introduced, spanners were often dual-marked in Whitworth and BSF sizes (shown left) More recent spanners have reverted to just WW markings (1972, shown right.) It’s also not uncommon to find 20th century spanners just marked “BSF.” and 19th century Whitworth spanners marked only with the measurement…
Now it starts to get complicated. Early in the 20th century as Britain and other parts of the world turned to building motor cars and other machinery noticeably smaller than railway engines and suspension bridges, more finely-pitched threads than the Whitworth standard quickly became desirable – and eventually vital. What happened next, in what order, when and why, depends to an extent on who you believe, because the truth seems to have become heavily obscured by the mists of time. In Britain, sometime before the First World War, an alternative set of finer threads were added to the existing Whitworth series as “British Standard Fine” (BSF). Though otherwise closely related in general specification, one very significant change was that BSF nuts and bolt-heads were made one size smaller than the now 50 year old Whitworth standard.
The 1929 British Standard BS193 confirms that what were by then British Standard Whitworth (BSW) nuts and bolt heads could henceforth follow BSF by being manufactured to the next lower size. As an example, this meant a tool marked say 7/16W (nominal jaw dimensions 0.820″) could now be used where a ½W spanner (jaw dimensions 0.919″) had previously been needed. The same spanners also of course fitted the “reduced head size” BSF fastener range in exactly the same way.
However the arrival of BSF fasteners also brought new spanner ranges, now deliberately marked one size lower than actual bolt diameter. In such cases W or BSW markings were usually replaced by “BS” or “BSF,” indicating the tool was still Whitworth-based, but didn’t correlate with the old, long established “spanner-size-relates-directly-to-bolt-diameter” diktat. British Standards were not then universally and immediately adopted, so individual manufacturers often ploughed their own unique furrows on actual marking, and, well, rationalisation took time… As a result oddities still turn up a hundred years later, especially involving tools made outside the UK.
BSW and BSF fasteners became a British engineering mainstay, and will be familiar to anyone with a mechanical interest in British classic vehicles, especially those built any time before – and just after – the Second World War. However, one key reason why a finer thread alternative proved necessary was that Whitworth’s original coarse threads tend to work loose. Despite this they were still to be found in British vehicle applications for some time after WWII where the risk of thread stripping was high, notably involving aluminium – because coarse threads help limit that risk.
Before we move on, two classic car health warnings. First, because the formats of Whitworth and American Unified Coarse (UNC) are – with the exception of ½ inch – similar but with slightly different thread forms (55 degree angle for BSW/BSF, 60 degrees for UNC), fasteners from these two thread series’ will generally fit together. It certainly ain’t right, but they do… So, in older vehicles with a long and indeterminate maintenance history behind them, UNC components can turn up where BSW should be – bringing a range of undesirable mechanical compromises on a valuable classic car. New BSW/BSF fasteners are still readily available today – so best to ensure any maintenance or restoration replacements are the correct thread types, to avoid loosening or stripping problems down the road…
Second, on more modern British classics, there are some applications where unified coarse threads (UNC) are used despite most of the vehicle being equipped with Unified Fine threads (UNF) This is usually for the same reason as above: In aluminium alloy castings, particularly with fairly short bolt lengths, there is more likelihood of UNF threads stripping than UNC – and so UNC were often specified in key places. As anyone experienced in Mini clutch changes will know, the flywheel housing on these cars is a case in point – though even with UNC bolts, it’s not uncommon to find stripped threads in this aluminium alloy casting. Normal advice would be to always set the torque to the published figure, but they don’t make torque wrenches in the shape you’ll need to fit all the flywheel housing bolts on a Mini – and that car is not alone…
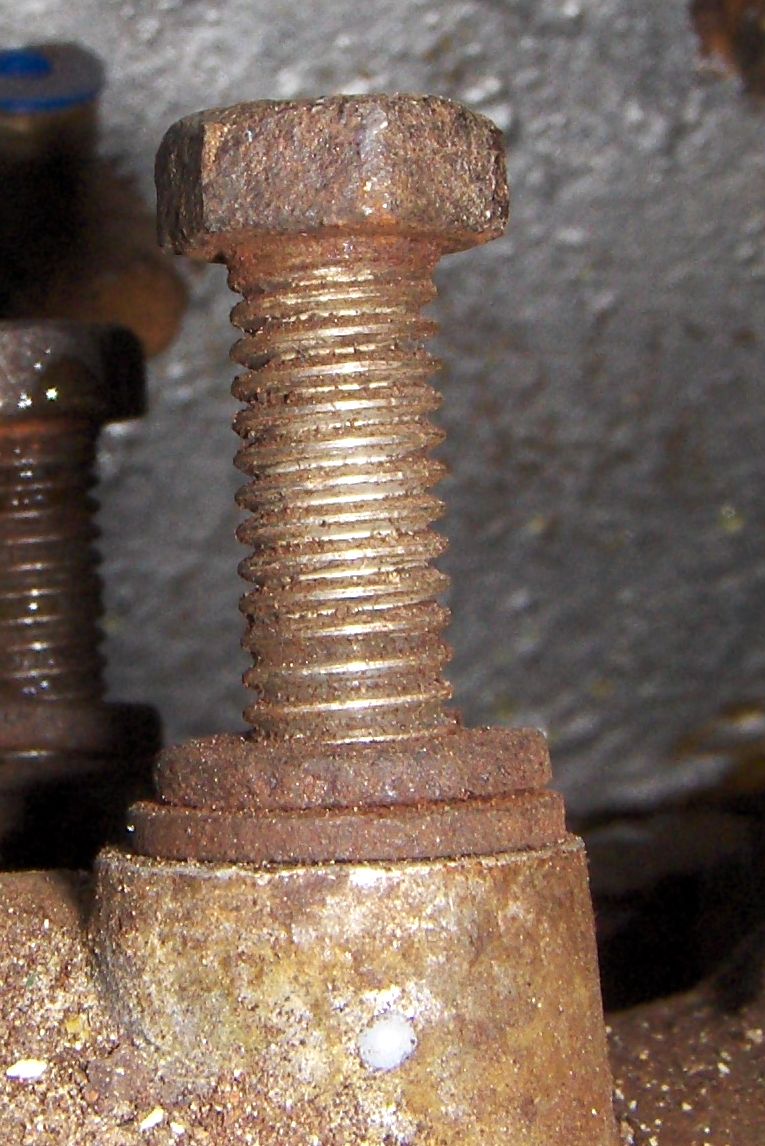 Above: UNC bolt in alloy casting
Above: UNC bolt in alloy casting
On vehicles equipped with unified fasteners, fine thread UNF versions were widely used for most automotive applications. However in locations where there was a risk of thread stripping because of the high tightening torque required, load to be carried or material in use, coarse-threaded UNC fasteners are often found – as in this clutch master cylinder attachment bolt to the alloy Mini flywheel housing.
In summary: if you’re working on bolts to any thread standard which fit into aluminium alloy components of any kind, take care not to exceed maximum torque loadings…
—————————-
The US Story
A lack of fastener standardisation was a similar problem in the United States in the early 19th century – though Whitworth nuts and bolts were certainly appearing there by the 1850’s. We’ll probably never know why the new world felt the old world’s fastener standard wasn’t quite what they needed, but by 1860, one William Sellers – born of a line of American engineers – had begun evolving a unique inch-based American thread standard from the basic Whitworth design.
The US Franklin Institute – of which William Sellers was a member – proposed adoption of his new alternative thread system in 1864, after which its use spread rapidly in American industry. Variously known as the Sellers or Franklin thread, and, increasingly, as the United States Standard Thread, (USS) like Whitworth fasteners before it in Britain, this thread form featured heavily on US railway rolling stock and locomotives, and gradually spread to other types of machinery.
As in Britain the passage of time has drawn a veil over exactly what happened next, but it seems the US “Association of Licensed Automobile Manufacturers” (ALMA) – whose relatively brief early twentieth century existence is a remarkable story in itself – eventually became involved. ALMA began the work which eventually led to three new fastener standards, primarily for US automotive applications – all heavily based on Sellers’ design. These were named American National Coarse, (ANC) National fine (ANF) and National Pipe Taper when they were adopted and introduced by the fledgling Society of Automotive Engineers as SAE threads around 1914. This was the point of origin for the inch-based fastener series and across-the-flats spanner sizes later to become so familiar to those working on post-war British cars.
By the 1920s, with the age of mechanisation under way, international trade was growing steadily. Whitworth and American National threads were increasingly appearing around the world, and it gradually became clear there was much more to cross-border nuts and bolts compatibility than obvious parameters such as turns per inch, thread pitch and profile, and bolt diameter. This realisation led to considerable effort expended around the world between the wars on improving international fastener interchangeability, with relatively limited success. For Britain and the US the harsh reality of fastener non-compatibility peaked during the Second World War, which led to an international agreement on new “Unified Thread Standards.” (UTS) This merged and superseded earlier USS and SAE types, and was signed by the US, Canada and the UK in Washington in November 1949.
UTS defined thread dimensions for Unified Coarse, (UNC) Unified Fine, (UNF) Unified Extra Fine, (UNEF) and Unified Special (UNS) fastener ranges – initially from ¼ inch diameter upwards. Together these covered a very wide range of applications, and provided some useful backward compatibility with older US thread series’ – especially ANF. Britain was among the relatively small number of countries outside the US and Canada which adopted UNC and UNF fasteners.
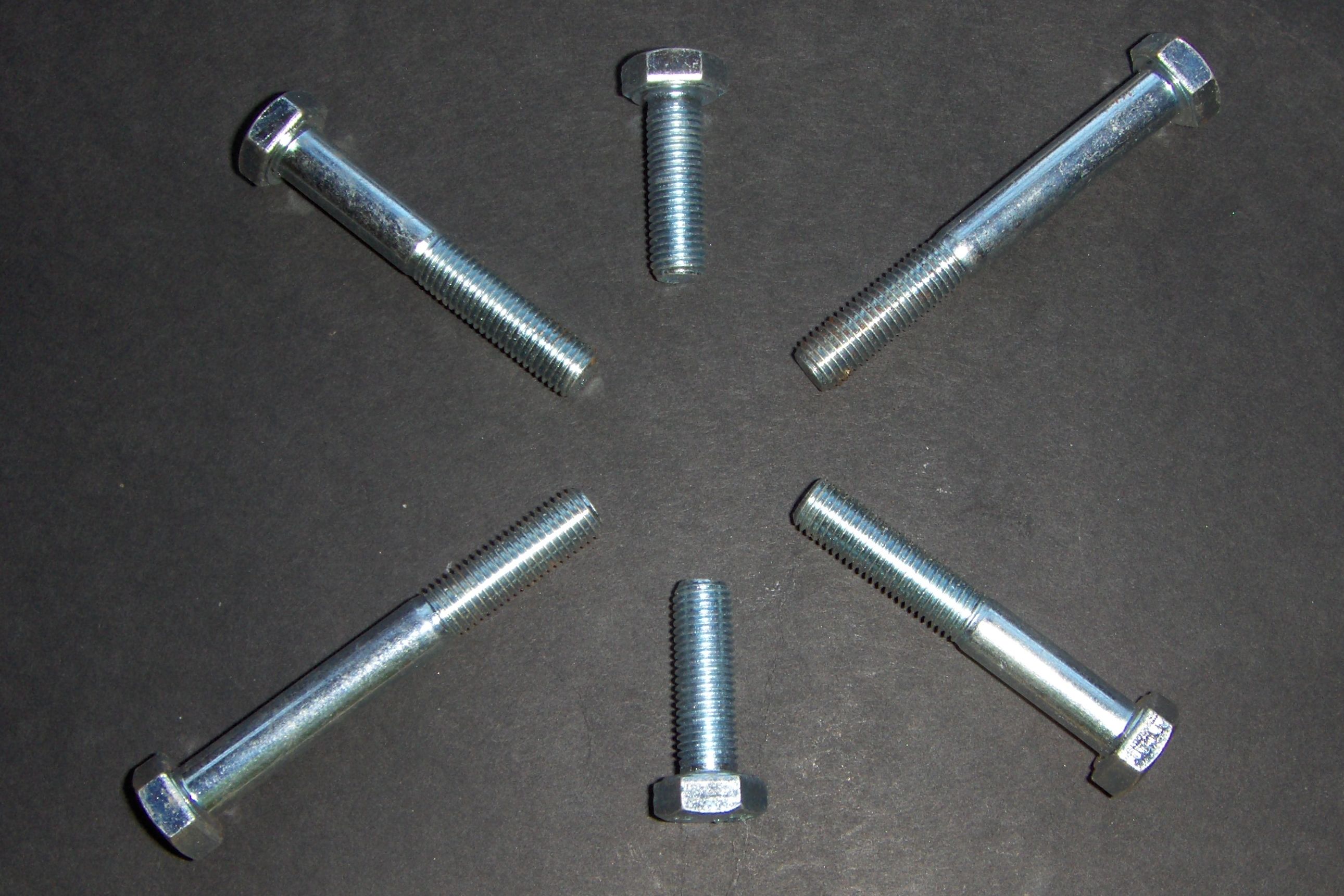
Above: UNF bolts and set screws
The most common threads found in many British-built post war cars until the 1980s were the Unified series which originated in the US. These are 5/16 inch diameter components with heads and nuts requiring ½”AF spanners. In the UK, fully threaded versions are usually described as set screws; bolts are only partially threaded – though “set screw” can mean different things in different regions…
 Above: UNF bolt and set screws
Above: UNF bolt and set screws
All the familiar common thread types remain readily available for automotive applications. Set screws are rarer in lengths beyond 3 inches/75 mm, though bolt sizes up to 4 inches/100 mm are common in light vehicles. Much longer bolts are found in larger applications, and threaded rod or “studding” is also seen in specialist or extreme situations.
 Above: Pair of studs, same thread both ends
Above: Pair of studs, same thread both ends
These studs have the same UNC thread at both ends, but in post war engines (and in other places) it is not uncommon to find a Unified fine thread at one end of a stud and Unified coarse at the other. Take care when replacing or retapping studs to avoid damage caused by attempted incorrect fitment!
 Above: Stud UNF one end; UNC the other
Above: Stud UNF one end; UNC the other
Until it broke (overtightening, always use a torque wrench..!) this was an exhaust manifold stud on an BMC A series engine. UNF on one end, UNC the other.
UTS thread diameters above ¼ inch are measured in inches and fractions, with spanner sizes marked “AF” indicating across-the-head-flats-measurements, all surely familiar to anyone who has worked on post-war (but not modern) British cars. Smaller diameter UTS threads followed rather later, though in Britain they were always much rarer in automotive applications, where BA (‘British Association’) screw sizes were more commonly – though not exclusively – used for fasteners of ¼ inch and smaller diameter.
However it’s still worth knowing that UTS sizes below ¼ inch are defined in the relevant US standard by sequential numbers rather than fractional measurements. These numbers are unrelated to the lettering/numbering system used for very small diameter inch-based twist drills, and just to make engineering life more interesting, the two numeric sequences run in opposite directions…
UNF and UNC threads provided an easily understood fastener range, simultaneously answering UK/US compatibility problems. They made an enduring mark on the British motor industry in general, coming into use in the 1950s, and remaining the preferred fasteners for some makers until the early 1980s, and in a few cases later still. However, long before the UTS agreement was signed, a much more far reaching post-war project was already in hand. In 1946, after a fraught period of soul searching and re-invention from pre-war roots, 65 delegates from 25 countries met to lay foundations for a new “International Organization for Standardisation” (ISO).
This was established in 1947 as a forum to reach a consensus and ultimately begin rationalising weights and measures – much, much, more than just nuts and bolts – between metric and non-metric parts of the world. It was to prove a formidable and lengthy task in the aftermath of the utter devastation resulting from the second world war – when whole regions, never mind countries, were not even on speaking terms with each other. For that reason alone the non-metric UTS agreement served a very useful purpose at a critical time. We can only guess at how many different, non-compatible types of threads and fittings might have been used in post-war British built vehicles if the 1949 Washington “Unified Thread Standard” had never been signed.
——————————
The Metric story
The roots of the Metric weights and measures system lie too far back in history to worry about here, but we do know the founding fathers behind what has evolved into the system used today. Step forward first Oxford Scholar and scientist John Wilkins, who in 1668 – truly a golden age of obscure, unrelated and distinctly non-metric British measures – published proposals for new, rather more understandable measurement methods, including several key elements that would later underpin the metric system. Amongst them, two are of interest here: a universal standard of length… and a unit scale increasing by factors of 10.
Gabriel Mouton, of Lyons in France, is regarded by many in the know as the true father of the modern metric system, proposing – just two years later – a decimal system with a measurement unit based (take a deep breath) on the length of one minute of arc of a great circle of the Earth. That works out at 1,852 metres, nowadays known as a nautical mile, which had previously been defined by the determinedly un-metric British as 6,080 feet (1,853.18m). There was, ahem, a hundred years of water under the bridge after this, with endless discussions and much international expert to-ing and fro-ing, involving Spain, Italy, the Netherlands and Switzerland – amongst others. Eventually the French Academy promoted development of a functional decimal-based weights and measures system… which formally introduced a standard length, known as the metre.
During the 19th century the metric system became a legal requirement in France, the country that had been the driving force behind a move towards metric measures since the days of Gabriel Mouton. However standardisation of early fastener design was hardly a priority in a slow flight towards general metrication, so, while the talking went on, several metric-based thread variations were developed in the 1800’s by different countries, in some cases going on to become independent national standards.
Small diameter fasteners for highly specific jobs provide a good example of this trend. In Germany, the Loewenherz thread, with its unique 53 degrees 8 minutes flank angle (yes, really) was developed for small applications: In Switzerland Thury threads were designed for the clock and watch making industry… and in Britain, the metric-based BA series was designed – for instrumentation, optical, and electrical jobs. None of these threads were interchangeable.
On an international level, while Whitworth’s and Sellers’s officially recognised fastener standards were gaining acceptance in industrialised nations, outside France takeup of a standard metric-based system was slow. In 1875, an International Convention agreed the “Treaty of the Metre” defining new standards for length and weight, and introducing mechanisms allowing regular updates and improvements. Seventeen countries signed the treaty. By 1898, when a Swiss standardisation congress made the first real international attempt to rationalise various then-current metric threads, 35 countries signed up – including most of Europe. None of this prevented the French from introducing their own special, slightly dissimilar metric “automobile” thread dimensions…
The formation of the International Organization for Standardisation, ISO, towards the end of World War 2 was the much-needed catalyst which prompted the steady onward march of a truly international metric system. It began operations in 1947, and has gradually developed into a worldwide federation of national standards bodies. One of its earliest recommendations was ISO 68, which formalised metric fastener thread profiles at dimensions which had been near-constant since the 1898 congress. It laid down an identical 60 degree profile to the US Sellers thread, but utilised metric dimensions – ironically making the specification quite similar at heart to the American Unified thread standard.
Soon after ISO began operations, its committee for weights and measures was asked to recommend a single practical system of units of measurement. Six years later in 1954, the resulting study concluded an international system should be derived from six (later seven) base units, including the metre – the building blocks from which other metric units of measure and quantity are derived. First introduced in 1960, with the objective of delivering world-wide uniformity in units of measurement, this system was called SI, from its French title “Le Système International d’Unités.”
The scale of work involved in this major metric system rationalisation and adoption programme is well demonstrated by the fact that the quantities and equations defining all SI units were not fully finalised until 2009. Today they are known as the International System of Quantities (ISQ), detailed in the International Standard ISO/IEC 80000. In line with the policy established with the “Treaty of the Metre” and subsequently adopted by ISO, SI standards are allowed to evolve over time.
As it applies to humble parts like fasteners, the ISO and SI objective of world-wide uniformity is still some way off, though measuring progress to date really depends on where in the world you look. Today SI standards are accepted in almost every country globally, and include metric thread definitions only very marginally different from the earlier ISO recommendations, which, in both coarse and fine thread variants, are probably the most common new-build general-purpose types in use today.
Not that this necessarily makes today’s ISO/SI Metric thread system entirely straightforward, for, though there is both order and logic in the way its finer details are structured and published, these standards are product specific, which means there’s quite a few of them. Standardisation has meant the long familiar set screw – also long the subject of confusion as it tends to mean different things in different places – is, perhaps thankfully, now a relic of the past: The metric system offers fully threaded or partially threaded “hex head cap screws…” But… threads on an (inch based) imperial fastener are measured by counting number of threads per inch, while Metric threads are measured by their pitch in millimetres – the distance between two adjacent threads.
Finding the right diameter metric bolt, nut or washer for particular jobs couldn’t be easier: They come in pitches optimised against bolt diameter, and are identified by the capital letter M, followed by a nominal diameter in millimetres, for example M10. With no additional indication beyond this, you’re looking at a coarse thread fastener. Alternative fine Metric threads are available, for which the standard requires the pitch to be indicated by a number following the diameter, starting ‘x’, so you might see M8x1 or M12x1.5 in supplier information. Beware of confusing this marking with the bolt length..!
Then there’s the “property class” (known as “grade” in the older imperial system) marked on bolt heads on fasteners meeting ISO/SI specs, and indicating the strength capabilities of the particular component. A typical marking for a “high tensile” metric bolt might be 8.8, though that’s not a decimal figure. The first 8 is multiplied by 100 to give approximate minimum tensile strength, which in this example is 800 Mega Pascals (MPa). The number 8 following the dot gives an approximate yield strength related to tensile strength: Here that figure tells us that yield strength will be around 80% of 800 MPa. Whilst this is probably enough information for repair and maintenance of cars and related equipment, there’s a vast amount of more detail involved in the ins and outs of ISO/SI metric fasteners and interpreting their precise markings and specifications…
It could still take many years yet before metric threads truly conquer the globe, for real-world fastener usage is influenced by many things. These include regional traditions, long established custom and practice, compatibility issues involving older equipment and machinery – even the determination of classic vehicle owners to keep older vehicles running in as near original condition as possible.
 Above: Metric group small pan and hex
Above: Metric group small pan and hex
Smaller diameter fasteners on post war British vehicles were mostly in 0BA (¼”) 2BA, 4BA and 6BA sizes, especially in instrumentation, electrical, and smaller mechanical items. These however are small Metric fasteners, offered in rationalised millimetre sizes down to smaller than 6BA, and long found on vehicles assembled in Europe and elsewhere. Note that, like UNF and UNC, Metric fasteners are available with fine and coarse threads.
—————————–
Past present and future…
Looking into the past, fastener anomalies still come to light as prevailing circumstances in years gone by have conspired to deliver unexpected outcomes when related to accepted practice in that location at that time. One example might be the assembly of American and French vehicles in the UK at different times during the twentieth century – but Britain’s own William Morris surely deserves a special mention in this story.
Having placed engine build contracts for his Bullnose models with the Coventry branch of the Hotchkiss company in 1919, he subsequently bought this British outpost of the French-owned armaments concern, and turned it into Morris engines branch. An interesting consequence of its previous French ownership in its new line of work was that for years afterwards many Morris and MG engines were built incorporating metric threads. However the corresponding nuts and bolts had BSW/BSF sized heads to facilitate service work, since Metric spanners and sockets were then a rarity indeed in British garage workshops…
In the US, UTS, ANF and ANC threads were a mainstay for many years, but recent estimates suggest around 50% of new fasteners are nowadays ISO metric types, and there is a definite trend amongst American vehicle manufacturers towards their use. In the UK, BSW and BSF fasteners enjoyed a lengthy post-war twilight period, until finally ousted from new installations by the determined efforts of the British Standards Institute in the 1960s. UTS threads effectively replaced them, and were widely used in British vehicle manufacturing from the 1950s. During the 1980s however, with the advance of the ISO army, the takeover of Rootes Group/Chrysler facilities by Peugeot, and the opening of new manufacturing plants by Nissan, Toyota and Honda, Britain’s car industry rapidly began moving towards metric fasteners.
Since the 1980s metric fasteners have become commonplace as the motor industry and their component suppliers have developed an increasingly global outlook.
Today the triple imperatives of minimising costs, improving productivity and international trade in products built in more than one country for sale across the globe has seen their steady adoption. Virtually all the once familiar non-metric thread types used in motor vehicles into the distant past have thus been effectively rendered obsolete. But for classic car enthusiasts requiring maintenance and rebuild parts, all is far from lost: common sizes of key non-metric fasteners, studs and washers, taps and dies, spanners and sockets and other related hardware remain quite readily available at reasonable cost.
——————–
Other threads of interest…
A vast range of minor thread standards have been utilised in the past for particular applications. Depending on the origins of the vehicle and its age, enthusiasts working on classic car repair and refurbishment might encounter various long-obsolete threads in the course of grazing knuckles in inconvenient places. Look out for the following, usually in very specific applications…
BA – British Association
This is the sort of delightful and once intensively used curiosity that could only have emerged from the most industrious depths of Victorian Britain… It was born of an 1884 proposal from what was then the British Association for the Advancement of Science, and formally recognised as a standard around 1902… after at least two entirely different small metric threads had been agreed in Europe….
Conceived as the age of electricity dawned to fulfil a need for small to sub-miniature nuts and bolts, BA fastener sizes are designated by a number, allocated on the basis of ‘the smaller the diameter, the higher the number.’ The series starts with 0BA – the biggest bolt diameter, at 0.236 inches (approx. 6mm). Standard diameters down to 12BA are still easily available, and the series is specified down to 25BA (0.25mm). Sizes smaller than 16BA (0.79mm) and odd numbers like 3BA, 5BA etc are rare.
Extensively used in electrical and electronic equipment and fittings, over the years BA fasteners have found wide application in instrumentation and similar equipment built in Britain. Use was also widespread over many years in British motor vehicles, with BA nuts and bolts found in minor part attachments around the vehicle, and in externally sourced ancillary equipment, including fuel pumps, wiper and heater motors, dashboard instruments, and sundry auto-electrical equipment.
BA nuts and bolts have their own unique spanner sizes, which, though today quite expensive, remain available. It’s also possible to obtain so called “nut spinners” (similar to a screwdriver but with a miniature socket on the end) in BA (and small metric) sizes, useful when dealing with small nuts and bolts in confined spaces. A set covering 0BA, 2BA, 4BA and 6BA should cover most classic automotive work.
Since the 1970s, BA threaded components have been replaced by small metric-style fasteners, in sizes such as M2, M3, M3.5 and M4, bringing a delicious irony to what was one of the great survivors from the age of independent British engineering. The BA series dared to be dimensionally unique, but shared a 47½ degree thread angle with the small metric thread set dreamed up in 1878 by Professor Michael Thury of Geneva University and known as Systématique des vis Horlogères. The BA thread design has roots in both Joseph Whitworth’s ideas and British simplification of Thury’s complex metric thread dimensions, and survived well into the 1970s – but the Professor’s design fell by the wayside when common thread standards for metric fasteners were agreed in 1898.
 Above: Two x 2BA and nuts centre; two x 4 mm metric outer
Above: Two x 2BA and nuts centre; two x 4 mm metric outer
The mainstay small fastener range on British cars built until the 1980s was the ubiquitous BA series. The two centre bolts and nuts here have 2BA threads , the two longer, outer bolts are 4 mm. While not looking dissimilar, and despite metric origins, BA nuts of similar sizes hardly turn on metric threads… Fortunately, the most common even-numbered BA fasteners from 0BA to 6BA remain available for replacement purposes.
BSTP – British Standard Taper Pipe
Has a tapered thread, and does not need any form of seal for liquid, gas and pressure-tight joints, which are achieved simply by tightening. Sometimes referred to as “conical thread.” The actual taper is ¾ of an inch per foot…
BSP – British Standard Pipe. Principal uses were always non-automotive, but still occasionally found on older vehicles.
BSPP – British Standard Parallel Pipe – found on SU carburettors and fuel pumps
BSPF – British Standard Parallel Fixed. Always used in combination with a gasket or other type of seal – to achieve leakproof performance with liquids and gases.
If you’re dealing with older motorcycles and bicycles…
CEI – Cycle Engineers’ Institute
This thread series was superseded by British Standard Cycle (below). Anyone familiar with BSA motorcycles built until at least 1970 will recognise this thread. Although they have little else in common, CEI bolts have similar head sizes to BSW and BSF, and the same spanners will fit.
BSB – British standard brass
Can be confused with BSC, through quite similar thread angles. Found on some very early cars, but in more recent times most often to be found on motorcycle and cycle cable adjustment mechanisms.
BSC – British Standard Cycle
Superseded CEI. A fine thread, extensively used in two-wheeler applications.
——————–
Mixtures… Work with Care!!
 Above: Threads and heads all different
Above: Threads and heads all different
In Britain after the war, smaller threads were mostly in BA sizes, though occasionally, depending on where a car was built, small US unified and Metric sizes were also found. The picture shows some of the alternative small diameter threads still found in specialist applications.
 Above: Three nuts, one set screw
Above: Three nuts, one set screw
The two nuts at top left and right are Whitworth threads… The set screw on the left appears to tighten on the Whitworth nut (note the damaged thread) above it – but is UNC threaded. On older vehicles, always look out for – and replace – mismatched nuts and bolts: they can be dangerous, especially in engine and suspension applications. The nut at bottom right is old enough and big enough to be Whitworth threaded – but its actually a British Standard Pipe (BSP) thread, fitting a high pressure gas regulator.
 Above: Nuts come in many types as well as threads.
Above: Nuts come in many types as well as threads.
On the far left is a plain “full” nut: the rest are locking nuts of one type or another – and this is not an exhaustive collection, there are various other locking types as well. All are found on post war cars, and some, like the castellated nut at top right, go much further back in time.
————————–
REFERENCES
The story of the US Society of Automotive Engineers:
https://en.wikipedia.org/wiki/SAE_International
How the post war UTS threads came about:
https://en.wikipedia.org/wiki/Unified_Thread_Standard
Tracing the story of thread standardisation and its pitfalls. The item includes a long list of known threads, some now obsolete, plenty still in use.
https://en.wikipedia.org/wiki/Screw_thread#History_of_standardization
How the ISO organisation came together is covered in this paper:
http://web.mit.edu/iandeseminar/Papers/Fall2006/Yates.pdf
An overview/description of the ISO metric system:
https://en.wikipedia.org/wiki/International_System_of_Units
Many technical details about fasteners and threads can be found here:
http://britishfasteners.com/index.php
How metric system nuts and bolts are coded and marked is outlined here:
http://www.fastenal.com/content/feds/pdf/Article%20-%20Metric%20System%20&%20Specifications.pdf
An explanation of the Whitworth/BSF conundrum and a spanner jaw size chart is here:
http://www.timebus.co.uk/rlh/whitworth.htm
Most of what you’ll need to know about bolts is here – and if not, there are links for more information…
http://www.elexp.com/Images/AllAboutScrews.pdf
A Reference for British Standard Fasteners and Pipe Threads is here: http://www.enginehistory.org/BSFasteners/BSReference_3.pdf
If you need to make a start on uncovering more about particular obsolete or obscure threads of the past, this German site is a good place to start:
http://www.gewinde-normen.de/en/index.html
This fastener supplier also manufactures special and non standard items with Metric, BSW, BSF, UNC and, UNF threads:
http://www.thomassmithfasteners.com/
If you’ve discarded a worn “nyloc” nut and wondered where to source those elusive similar but all-metal type locking nuts, start here:
http://www.apexstainless.com/manufacturing
This site provides a remarkable breadth of useful information, tables, schedules and formula related to mechanical engineering and engineering materials. Also listed are useful engineering standards.
http://www.roymech.co.uk/
More about the BA thread and its origins:
https://en.wikipedia.org/wiki/British_Science_Association
The text of the first report of the BA screws committee, dated 1882, is here:
https://sizes.com/library/technology/thread_BA1.htm
And the text of the second report, which includes all relevant dimensions for BA sizes is here:
https://sizes.com/library/technology/thread_BA2.htm
——————–
 Above: Not new, but oh-so-useful for many classic cars… a BSF spanner, dual marked
Above: Not new, but oh-so-useful for many classic cars… a BSF spanner, dual marked